
Kunststoffmantelrohr
Das Kunststoffmantelrohr ist ein werkseitig gedämmtes Mantelrohrverbundsystem für die direkte, kanalfreie Erdverlegung. Mediumrohr und PEHD- Mantelrohr sind über den PUR-Hartschaum kraftschlüssig miteinander verbunden und bilden eine Einheit (Verbundsystem).
Das Mediumrohr besteht aus geschweisstem, kreisförmigem, unlegiertem und vollberuhigtem Stahl. Bezeichnung und technische Lieferbedingungen nach EN 10217-1 und -2.
Der Mantel besteht aus nahtlos extrudiertem, schlag- und bruchfestem, zähelastischem Polyethylene High Density (PEHD).
Einsatzbereich
| Maximal zulässige Dauerbetriebstemp.: | 130°C |
| Kurzfristige Spitzentemperatur bis: | 140°C |
| Maximal zulässiger Betriebsdruck: | 25 bar |
| Isolation PUR Schaum: | Lambda 50 = 0,024 bzw. 0,027 W/mK |
-
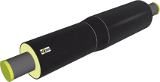
KMR Einzelrohr
Das isoplus – Einzelrohr wird hauptsächlich als Energierohr für den effektiven und nachhaltigen Transport von Fernwärme und Fernkälte eingesetzt. Darüber hinaus findet es einen breiten Anwendungsbereich in der heutigen Produktionstechnik von der Nahrungsmittel- bis zur Ölindustrie. Das isoplus – Einzelrohr wird in herkömmlicher und kontinuierlicher Fertigung produziert.
Die hochwertige PUR-Hartschaumdämmung – 100% freonfrei, Cyclopentan getrieben und auf modernsten Maschinen verarbeitet – garantiert gleich bleibend gute Dämmeigenschaften über die Gebrauchsdauer. Der äußere PEHD-Mantel umschliesst das Dämmsystem schlag – und bruchfest sowie wasserdicht. Alle werkseitig hergestellten Rohre und Formteile können als Baukastensystem problemlos auf der Baustelle verarbeitet werden.
Abhängig von Herstellverfahren und Nennweite ergeben sich folgende Eckdaten:
- DN 20 (¾“) bis DN 1000 (40“) in klassischer diskontinuierlicher Fertigung
- DN 25 (1″) bis DN 200 (8″) in kontinuierlicher Fertigung
- Wärmeleitfähigkeit Lambda 50 Diskonti = 0,027 W/(m•K) bei 60 kg/m3 PUR-Schaumdichte
- Wärmeleitfähigkeit Lambda 50 Konti = 0,024 W/(m•K) bei 60 kg/m3 PUR-Schaumdichte
- Dämmung in Standard, 1x oder 2x verstärkt
- Betriebstemperatur mindestens nach EN 253 und 25 bar Druck
- Bis 85 °C statische Berechnungstemperatur unendliche Verlegelänge möglich
- Mediumrohr P235TR1/TR2/GH nach EN 253, DIN EN 10217-1 oder -2, DIN EN 10216-2
- Als 6, 12 oder 16 m Rohrstange lieferbar
- IPS-Cu, IPS-NiCr und andere als Netzüberwachung
Mediumrohr P235 Mantelrohr PEHD DN Zoll Ø aussen Wandstärke Standard 1x verstärkt 2x verstärkt DN 20 3/4″ 26.9 2.6 90 x 3.0 110 x 3.0 125 x 3.0 DN 25 1″ 33.7 3.2 90 x 3.0 110 x 3.0 125 x 3.0 DN 32 1 1/4″ 42.4 3.2 110 x 3.0 125 x 3.0 140 x 3.0 DN 40 1 1/2″ 48.3 3.2 110 x 3.0 125 x 3.0 140 x 3.0 DN 50 2″ 60.3 3.2 125 x 3.0 140 x 3.0 160 x 3.0 DN 65 2 1/2″ 76.1 3.2 140 x 3.0 160 x 3.0 180 x 3.0 DN 80 3″ 88.9 3.2 160 x 3.0 180 x 3.0 200 x 3.2 DN 100 4″ 114.3 3.6 200 x 3.2 225 x 3.4 250 x 3.6 DN 125 5″ 139.7 3.6 225 x 3.4 250 x 3.6 280 x 3.9 DN 150 6″ 168.3 4.0 250 x 3.6 280 x 3.9 315 x 4.1 DN 200 8″ 219.1 4.5 315 x 4.1 355 x 4.5 400 x 4.8 DN 250 10″ 273.0 5.0 400 x 4.8 450 x 5.2 500 x 5.6 DN 300 12″ 323.9 5.6 450 x 5.2 500 x 5.6 560 x 6.0 DN 350 14″ 355.6 5.6 500 x 5.6 560 x 6.0 630 x 6.6 DN 400 16″ 406.4 6.3 560 x 6.0 630 x 6.6 670 x 6.9 DN 450 18″ 457.0 6.3 630 x 6.6 670 x 6.9 710 x 7.2 DN 500 20″ 508.0 6.3 670 x 6.9 710 x 7.2 800 x 7.9 DN 600 24″ 610.0 7.1 800 x 7.9 900 x 8.7 1000 x 9.4 Auszug der gebräuchlichsten Dimensionen; Massangaben in mm soweit nicht anders bezeichnet.
-
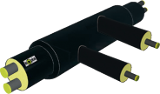
KMR Doppelrohr
Das isoplus – Doppelrohr ist die wirkungsvolle Ergänzung zum Einzelrohr und stellt eine perfekte Lösung dar, um Fernwärme und Fernkälte mit optimiertem ökologischen und ökonomischen Nutzen zum Verbraucher zu transportieren. Das isoplus – Doppelrohr wird in herkömmlicher und kontinuierlicher Fertigung produziert. Mit dem Konstruktionsprinzip des Doppelrohres wird die optimale Ausnutzung der Dämmung als ein Wärmeblock erreicht, mit dem Vorteil, dass das Doppelrohr der Dämmung von 1x verstärkten Einzelrohren gleichzusetzen ist. Platz- und Kosteneinsparung durch geringere Grabenbreiten verringern zusätzlich entscheidend die Baukosten.
Abhängig von Herstellverfahren und Nennweite ergeben sich folgende Eckdaten:
- DN 20 (¾“) bis DN 200 (8“) in klassischer diskontinuierlicher Fertigung
- DN 25 (1″) bis DN 100 (4″) in kontinuierlicher Fertigung
- Wärmeleitfähigkeit Lambda 50 Diskonti = 0,027 W/(m•K) bei 60 kg/m3 PUR-Schaumdichte
- Wärmeleitfähigkeit Lambda 50 Konti = 0,024 W/(m•K) bei 60 kg/m3 PUR-Schaumdichte
- Dämmung in Standard, 1x oder 2x verstärkt
- Bis zu maximal 90 K Spreizung [Delta-T] zwischen Vorlauf und Rücklauf
- Mediumrohr P235TR1/TR2/GH nach EN 253, DIN EN 10217-1 oder -2
- Als 6, 12 oder 16 m Rohrstange lieferbar
- IPS-Cu oder IPS-NiCr als Netzüberwachung
Mediumrohr P235 Mantelrohr PEHD Dimension Zoll Ø aussen Wandstärke Standard 1x verstärkt 2x verstärkt DN 20 3/4″ 2 x 26.9 2.6 125 x 3.0 140 x 3.0 160 x 3.0 DN 25 1″ 2 x 33.7 3.2 140 x 3.0 160 x 3.0 180 x 3.0 DN 32 1 1/4″ 2 x 42.4 3.2 160 x 3.0 180 x 3.0 200 x 3.2 DN 40 1 1/2″ 2 x 48.3 3.2 160 x 3.0 180 x 3.0 200 x 3.2 DN 50 2″ 2 x 60.3 3.2 200 x 3.2 225 x 3.4 250 x 3.6 DN 65 2 1/2″ 2 x 76.1 3.2 225 x 3.4 250 x 3.6 280 x 3.9 DN 80 3″ 2 x 88.9 3.2 250 x 3.6 280 x 3.9 315 x 4.1 DN 100 4″ 2 x 114.3 3.6 315 x 4.1 355 x 4.5 400 x 4.8 DN 125 5″ 2 x 139.7 3.6 400 x 4.8 450 x 5.2 500 x 5.6 DN 150 6″ 2 x 168.3 4.0 450 x 5.2 500 x 5.6 560 x 6.0 DN 200 8″ 2 x 219.1 4.5 560 x 6.0 630 x 6.6 — Auszug der gebräuchlichsten Dimensionen; Massangaben in mm soweit nicht anders bezeichnet.
-
Produktionsverfahren
-
Diskonti
Bei der diskontinuierlichen Produktionstechnik wird das Mediumrohr mit Abstandshaltern, an diesen die Netzüberwachungsdrähte befestigt sind, vorbereitet. Das vorkonfektionierte Rohr wird anschliessend in das Mantelrohr eingeschoben, der Ringspalt an den Rohrenden wird mit Schäumdeckeln geschlossen. Danach ist der Schäumtisch im exakt vorgegebenen Winkel schräg zu stellen und am tiefliegenden Rohrende der PUR-Schaum mit elektronisch gesteuerten Mischkopf einzuspritzen.
Dieses Verfahren hat sich seit der Entwicklung der Kunststoffmantelrohre als das am häufigsten angewandte Produktionsverfahren etabliert und ist in allen anzuwendenden Normen und Richtlinien als technischer Standard gelistet. Im Produktionsprozess von Formteilen wie Bögen, Abzweigen usw. kann grundsätzlich nur dieses Verfahren angewandt werden. -
Konti
In der Produktionsstrasse werden im ersten Arbeitsschritt die Stahlrohrstangen mechanisch aneinander gekoppelt. Dieser Rohrstrang erhält dann im kontinuierlichen und CNC-gesteuerten Ablauf die Netzüberwachungsdrähte, die PUR-Dämmschicht, die Diffusionssperrfolie sowie das extrudierte PE-Mantelrohr. Die Sperrfolie aus Aluminium ist beidseitig mit Corona behandeltem Polyethylen beschichtet und verhindert die Diffusion des PUR-Zellgases durch das PE-Mantelrohr. Durch die Coronabehandlung wird sichergestellt, dass die nach EN 253 geforderte Mindestscherfestigkeit übertroffen wird und das Grund- bzw. Verbundprinzip der kraftschlüssigen Bauweise von Kunststoffmantelrohren erhalten bleibt.
isoplus – Kontirohre sind in ihren mechanischen und auch thermischen Eigenschaften richtungsweisend. Das innovative Produktionsverfahren sorgt für eine gleichmäßige Dichte des Schaumes und Stärke des PEHD-Mantels über die gesamte Rohrlänge. Für den Betrieb eines Fernwärmenetzes ergeben sich dadurch optimale Möglichkeiten, die Energieeffizienz hoch bzw. Wärmeverluste und CO2 – Emissionen auf der Erzeugerseite gering zu halten. Die positiven Auswirkungen auf unsere Umwelt sowie auch auf die Kosten der Netzverluste während der Gesamtlebensdauer sind erheblich.
Die optimale Qualität des eingesetzten PUR-Schaumes ergibt bei ungealterten Rohren die bestmögliche Wärmedämmung. Der Anteil der Zellgase am Lambda – Gesamtwert beträgt ca. 60% und ist damit die bestimmende Größe. Bei traditionell gefertigten Rohren kommt es im Betrieb zu einem teilweisen Austausch der Zellgase durch Luft, besonders bei Dauergebrauchstemperaturen = 130°C. Der Cyclopentananteil verbleibt, aufgrund seiner Molekülgröße, weitgehend in den Schaumzellen. Durch den Austausch des CO2 – Anteils verschlechtert sich allerdings der Lambda – Wert, diesen Vorgang nennt man Alterung. Um dies zu verhindern, wird zwischen PUR-Schaum und PE-Mantel eine Sperrschichtfolie eingebracht. Dadurch bleiben die ausgezeichneten Dämmeigenschaften der Rohre nahezu konstant über die gesamte Lebensdauer erhalten. Dies ist besonders bei kleineren bis mittleren Rohrdimensionen ein wichtiger Punkt, um die Energieeffizienz eines Rohrnetzes auf höchstem Niveau zu halten.
Kontirohre entsprechen allen Anforderungen der EN 253 und AGFW – Arbeitsblatt FW 401- und sind EuHP-zertifiziert. Bei der Verlegung ist während der Ausführung der Mediumrohr-Schweissnähte mit besonderer Sorgfalt zu arbeiten (nur geprüftes und zugelassene Schweissfachpersonal). Abhängig vom Zeitfaktor und Umfang einer eventuell auftretenden Mediumrohrleckage, kann sich das austretende Medium schneller ausbreiten. Dadurch kann nicht ausgeschlossen werden, dass sich das Schadensbild umfangreicher darstellt, als bei Rohren die klassisch produziert wurden. Selbstverständlich ist auf eine normgerechte Druckprobe sowie eine zügige Inbetriebnahme der IPS-Cu oder IPS-NiCr Netzüberwachung zu achten.
-
Formstücke
Im KMR Bereich gibt es eine Vielzahl von Formstücken – Bögen, Abgänge usw. können aber auch dem Kundenwunsch angepasst werden.
-
Einzelrohr


Bogen Bogen 90° Reduzierstück 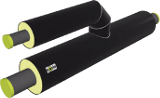

Abzweiger parallel Abzweiger 90° Abzweigung 45° 

Hosenrohr Typ 1 Hosenrohr Typ 2 Absperrung 
Entleerung/Entlüftung -
Doppelrohr



Bogen Bogen 90° waagrecht Bogen 90° senkrecht 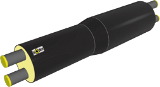

Reduzierstück Abzweiger 90° gerade Abzweiger 90° gerade 
Hosenrohr Typ 1 Hosenrohr Typ 2 Absperrarmatur 
Entleerung / Entlüftung -
Verbindungstechnik / Bauteile
Im Folgenden möchten wir Ihnen die wichtigsten Verbindungs- und Bauteile kurz vorstellen.
-
Verbinder
- Schweissverbindung: Die Verbindungen der schwarzen Stahlrohre können nach DIN ISO 857-1 mit folgenden Verfahren ausgeführt werden: Lichtbogenhandschweissen, Gasschweissen mit Sauerstoff-Acetylenflamme, Wolfram-Inertgasschweissen (WIG) oder Kombinationsprozessen. Für die Güte der Schweissnaht, die Prüfung und Bewertung gilt das AGFW-Arbeitsblatt FW 446.
- Neuheit – Pressverbindung: Als Alternative zur herkömmlichen Schweissverbindung wurde von der Firma Haelok eine Stahl-Pressverbindung entwickelt. Das Produkt hat sämtliche Prüfungen des Fernwärme Forschungsinstituts erfolgreich bestanden. Aktuell sind Verbinder für die Dimensionen DN20 bis DN100 erhältlich.


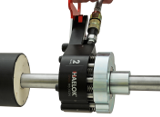
Kupplung ungepresst Kupplung gepresst Pressung 


Übergang Aussengewinde
ungepresstÜbergang Aussengewinde
gepresstPressung Zum Montageablauf gibt es eine Montageanleitung.
-
Muffen
Mit den folgenden Muffen werden die Verbindungen im Erdreich abgedichtet und nachgedämmt.


Schrumpfmuffe Reduziermuffe Endmuffe -
Endkappen
Die Endkappe wird aufgeschrumpft und schliesst dicht ab – und schützt so die Isolation vor Feuchtigkeit.


EKF Einzelrohr EKF Doppelrohr -
Dichtringe
Der Dichtring soll bei der Rohreinführung durch die Mauer den Wassereintritt verhindern. Der Neoprenring ist eine sehr
kostengünstige Variante aber in vielen Fällen nicht genügend. Der Dichtungseinsatz C-40 bietet optimalen Schutz – es
wird eine passende Kernlochbohrung gemacht, der Ring entsprechend platziert und durch anziehen der Schrauben “aufgepresst”.
Neoprenring Dichtungseinsatz C-40 -
Zubehör
Der Einmalkugelhahn wird für Anschlüsse verwendet, welche erst vorbereitet werden können (Neubauten). Sie ermöglichen die
Inbetriebnahme der neuen Anschlüsse während laufendem Netz.

Einmalkugelhahn
Für den einwandfreien Zugriff auf die Absperrventile dient das Schutzrohr, welches über den Muttern angebracht und
abgedichtet wird. Mit Spindelverlängerung und T-Schlüssel ist die Bedienung der Armaturen gewährleistet.
Schutzrohr Spindelverlängerung T-Schlüssel Das Trassenwarnband, welches über der Leitung in die Erde kommt, soll bei künftigen Grabarbeiten vor Schäden an der Leitung
schützen.
Trassenwarnband -
Weitere Informationen wie technische Daten / Beschreibungen finden Sie unter Downloads.